
- 7
- 노믹스
- 조회 수 3502
QD75를 이용하기 위한 기본 설정편을 설명 드리겠습니다.
여기서 모든 파라메타를 다루기에는 너무 많기에 꼭 설정해야 하는 파라메타와
자주 사용하는 파라메타를 기준으로 설명드리니,
혹시 더 필요하신 파라메타가 있을시에는 매뉴얼을 보시거나,
또는 문의를 주시면 아는 한도내에서 답변을 드리겠습니다.
여기서는 GX Configurator-QP 프로그램을 사용하는 것으로 설명을 드리겠습니다.
참고로, 이 프로그램이 없더라도 기본 프로그램인 GX Developer(GPPW)만 있어도
설정을 할 수가 있습니다.
단, GPPW에서 하시려면 모든 설정을 프로그램머가 일일이 버퍼 주소를 확인해서
저장을 시켜주어야만 하므로 많은 불편한 점이 있습니다.
그리고, 자동 리프레시 기능을 사용할수 없으므로 자동리프레시에서 읽어 오는 자료를
역시 프로그램머가 해주어야 하는 불편함이 있으므로,
GX Configurator-QP를 설치하셔서 사용하시는게 편합니다.
1. 기본 파라메타
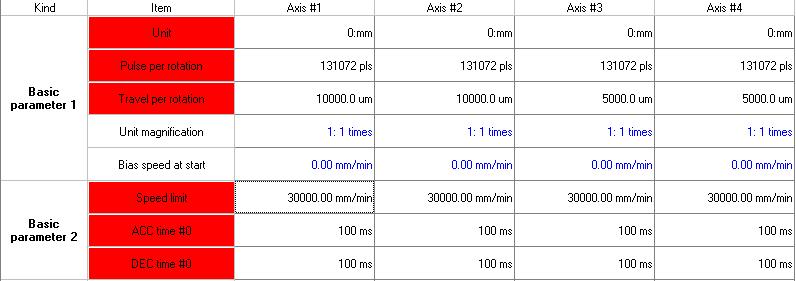
적색으로 표시된 부분중 위에 3개, 즉 전 강좌에서 설명드린
단위, 1회전당 펄스수, 1회전당 이동량은 꼭/ 정확하게 설정을 해야합니다.
일단, 이부분만 설정을 하더라도 아주 기본적인 동작은 가능하게 됩니다.
다시 한번 예제를 들면서 이부분을 설명드리겠습니다.
모타에서 직접 볼스큐류에 연결되어 있을시에는
단위는 mm, 펄스수는 모타 엔코더수, 이동량은 볼스큐류의 리드길이(산간 거리)를 입력하시면 됩니다.
즉, 엔코더가 32,768이고 볼스큐류가 5mm일경우에는
펄스수는 32,768을, 이동량은 50,000(단위가 0.1um)입력하시면,
나머지 프로그램이나 설정에서는 0.1um단위로 숫자를 입력하면 자동으로 Plc가 계산을 하므로
작업자/프로그램머는 따로 생각을 할 필요가 없게됩니다.
드릴, 휠같은 회전의 경우 작업자에게는 다른 단위보다는 RPM으로 표시하면,
이해하기 쉽기에 아래와 같이 설정하면 됩니다.
단위는 Puls로, 펄스수와 이동량은 각각 모타의 엔코더(직결시,감속기가 있을시에는 비율적용)를 입력하시고,
프로그램에서 사용시에는 RPM에 60배를 해서 속도로 설정해서 구동을 한후,
파라메타에서 속도를 피드백 받아서 60을 나누면 다시 RPM으로 표시되므로 편하게 작용할 수있습니다.
QD75의 설정중 가장 중요한 부분이므로 정확하게 설정해주세요.
다음으로 Speed Limit로서 이부분은 먼저 위의 단위,펄스수,이동량을 변경시 최대값이 변경되므로
프로그램 아래의 상태바를 보시면 항상 입력할 곳의 최소값,최대값,입력단위가 표시되므로
확인하신후 적당한 값으로 입력하시면 됩니다.
참고로, 저같은 경우에는 파라메타에서는 아래 상태바에 표시되는 최대값으로 보통 입력해놓습니다.
대신, 실제 모타를 구동시키면서 실제 운전시 설정할수 있는 최대값을 터치에서 입력시 최대값을
설정하는 방법을 사용하고 있습니다.
ProFace를 예를 들어 키패드의 알람기능을 이용해서 최소값과 최대값을 설정해놓으면,
작업자가 입력시 이 범위를 벗어나 입력한후 엔터를 칠 경우 부저가 2번 울리면서
완료가 되지 않습니다.
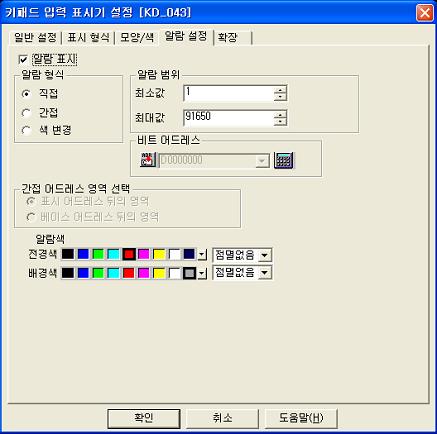
위 그림과 같이 설정을 해놓으면 “0” 이하, 또는 “91,651”이상을 입력한후 엔터를 눌러도 D값에는 입력이
되지를 않고 부저만 2번 울리고 입력대기 상태로 계속 있으므로 작업자의 입력오류를 막는 방법으로
사용하고 있습니다.(속도는 “0”이 없기에 최소값을 “1”로 설정하였습니다.)
다음으로 ACC Time#0,DEC Time#0이 있는데 기본적으로 사용하는 가감속 시간으로
이 시간은 운전 설정속도가 아닌 위에서 설정한 Speed Limit의 속도까지 가감하는 시간입니다.
즉, Speed Limit를 1000으로 설정한후, 가감속을 각각 1000ms로 설정시에는
1000의 속도까지 1000ms가 소요되므로, 만약 운전 속도를 500으로 할시에는 0에서 500까지
500ms가 걸리게 되는 것입니다.
그런데, 이부분의 기본값은 1000ms인데, 일반적인 설비에서 사용해 본결과 100ms를 설정해서
사용하시면 대부분 동작에 문제가 없이 바로바로 반응을 하는 설정입니다.
만약, 설비가 크거나 부하가 커서 급 가감속을 했을시 무리가 가능 설비 또는 속도가 아주 높은 경우에는
저속에서 사용하는 시간으로 #0은 100ms를, 아래에 설명드릴 #1~#3에 적당한 시간을 설정하신후
사용하시는게 추후 프로그램 및 시운전시 편한 점이 있습니다.
급정지 부분(비상정지/서버정지/에러발생시)에서 사용하는 감속시간에서도 #0~#3에서 설정한 시간중
1가지를 사용하므로 1가지 정도는 낮게 설정해 놓는게 좋습니다.
이부분의 정확한 이 값이라는 부분은 없지만, 동작을 시켜보시며 적당한 값을 설정하시면 됩니다.
2. 확장 파라메타#1
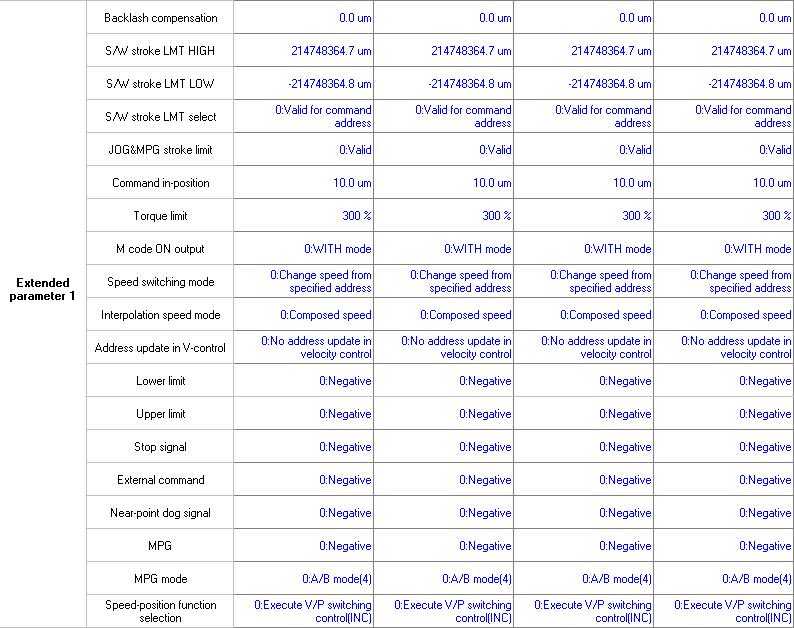
이부분은 일반적인 사용에서는 특별히 설정을 기본값에서 변경할 것이 없습니다
각종 센서 및 입력 신호의 접점상태가 바뀌거나, 과부하율같은
사용 환경에 따라 필요시 설정하시면 됩니다.
3. 확장 파라메타#2
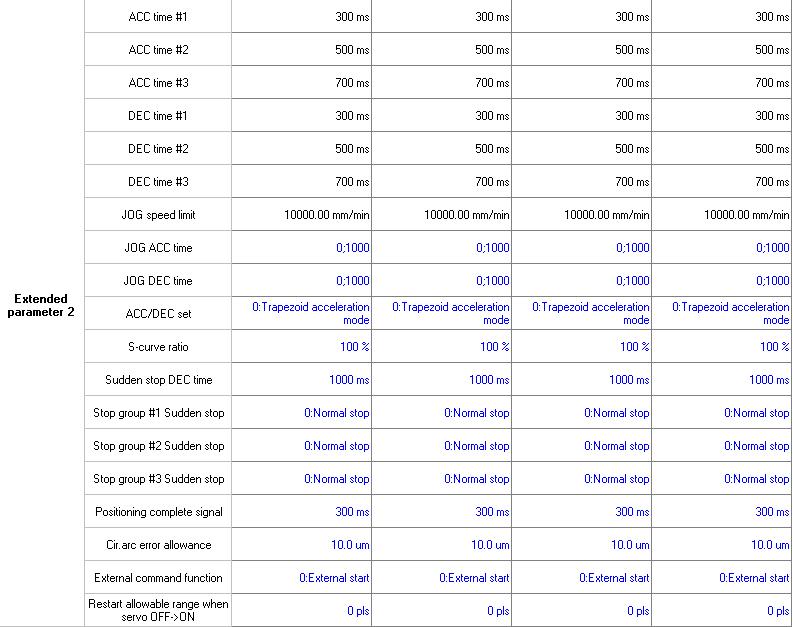
이부분도 확장파라메타#1 과 같이 사용환경에 따라 설정하시면 되는데, 그중 생각을 하셔야 하는 부분은
아래서 4번째인 Positioning Complete Signal 시간입니다.
즉, 위치결정 지령을 내린후 QD75가 작업을 완료후 리프레시 되는 Signal이 On되어 있을 시간으로
너무 짧으면 ScanTime차이에 의해 프로그램에서 인식을 못할수도 있고,
너무 길면 다음 동작으로 넘어가거나 짧은 시간의 작업시에는 Signal 중복이 발생할수도 있으므로
적당한 시간으로 설정하시기 바랍니다.
모니터링 상태에서 나타나는 ScanTime의 약 1.5~2배정도가 가장 적당한 값으로 파악되며,
이부분은 환경에 따라 설정하시면 됩니다.
4. 원점 파라메타
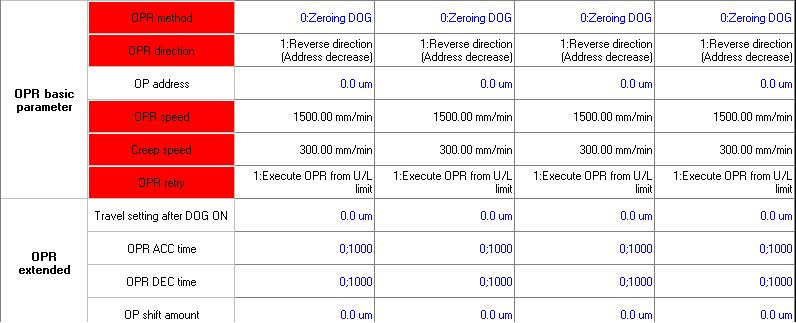
서버 모타의 원점에 관한 파라메타로서 가장 일반적으로 사용하는 방법이 0:Zeroing Dog방법입니다.
이방법은 외부 Dog센서가 On될때까지 OPR Speed로 설정된 속도로 OPR Direction에서 설정한
방향으로 이동을 하며 Dog센서가 On이 되면 Creep Speed로 이동을 하다가 서버드라이버에서
Zero Sig(보통 Z상이용)을 감지하여 원점을 완료하는 방법입니다.
만약, Limit센서가 On할시에는 반대방향으로 Dog센서가 On할때까지 이동한후 다시 설정방향으로
이동하여 원점을 찾습니다.
즉, OPR Speed 보다는 Creep Speed속도가 낮아야 하며, 적당하게 낮은 값이 정확한 원점을 잡을수 있습니다.
M/MH보다는 P/D가 속도를 낮게 설정해야 정확한 원점을 잡을수 있습니다.
** 요즘 절대값 엔코더를 많이들 사용하시고 계시는데, 아무리 절대값엔코더를 사용하시더라도
양쪽 끝에 부착하는 Limit센서는 부착하시는게 안전합니다.이번에 모업체에서 절대값 엔코더를 사용해서 시운전을 완료해서 입고를 했다고 햇는데, 업체가 올라오기 전에 먼저 시운전을 하게 되어 동작을 시켜보니 이게 왠일 , Limit센서도 없는 상태에서 500mm를 약2초만에 이동하는 속도로 이동하는 설비에서 절대값이 잘못 설정되어 있네요. 바로 볼스큐류 끝에다가 뽀뽀를 꽝꽝..... 진짜로 센서부착공간이 나오지 않는 것이 아니라면, 절대값 엔코더를 쓰더라도 양쪽 끝의 Limit센서는 사용하시는 것이 안전합니다.
참고로 전 절대치 엔코더에 한번 된통 당한적이 있어서 별로 좋아하지 않습니다. 차라리 Dog센서 1개더쓰고 PowerOn할때 1번만 잡아주고나서, Qd75에서 판단해서 원점요청이 있을때만 원점을 잡아주는게 더 편하더군요.. 약 3년전 Y사의 절대치 엔코더를 4대를 사용했는데 그중 1대의 절대치 엔코더가 Power를 On하는 순간에 1번씩 약 10mm의 오차가 발생해서 고생한적이 있었습니다.
알고보니 수직이동이었는데 기계팀에서 너무나 조립을 잘 해놓아서 Power가 Off시 흘러내리는 현상이 1대에서 발생을 하고 최하단에 내려와 있는 상태에서 ServoOn이 되면서 약간의 움직임이 발생할때 과부하가 발생하면
절대값 오류가 발생하더군요... 해결방법으로 너무 잘조립된것을 약간 틀어서 Power가 Off되더라도 흘러내리지 않고 그자리에 유지하도록 기계팀에서 조립상태를 나쁘게 만드니 해결이 되더군요...
위 2가지 사항을 경험하고 나니, 차라리 Dog센서 1개더 쓰는게 편하더군요...
개인적으로 선호하는 부분의 차이가 있게지만, 기능을 너무 믿고 다른 보호장치가 없을시에는 고생을 할수도있으니 약간 설치 및 프로그램시 힘들더라도 여러가지 안전장치는 해 놓는게 좋습니다.





