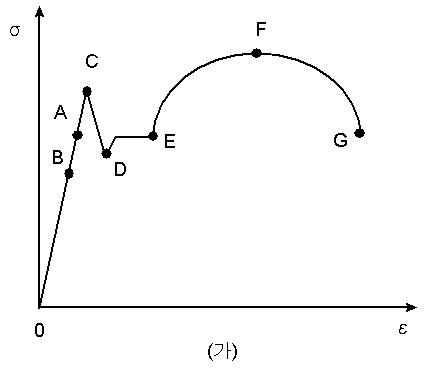
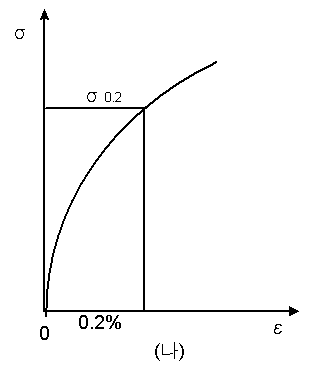
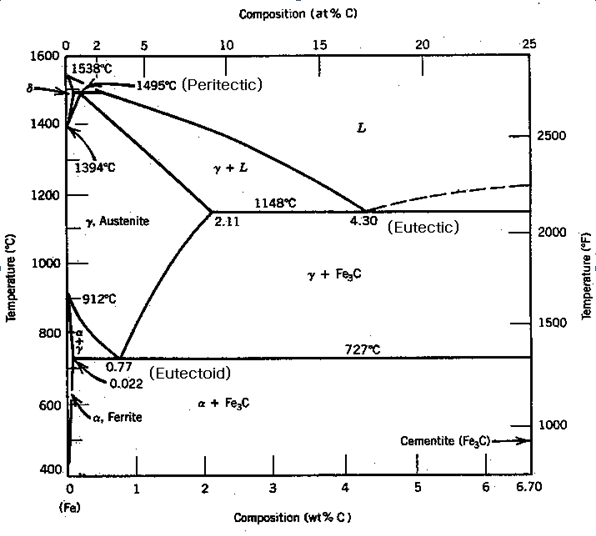
목록 아래로 위로 쓰기 검색 공부합시다) 금속재료의 기본 철공 2015.12.22. 05:36 14873 2 첨부 5 첨부 5 weld-43.gif (File Size: 38.2KB/Download: 0) ssss.png (File Size: 2.9KB/Download: 0) ssss11.png (File Size: 2.8KB/Download: 0) sss33.png (File Size: 67.0KB/Download: 0) ssss5.png (File Size: 29.8KB/Download: 0) ◆금속 재료 기본 ◆ 1. 재료의 기계적 성질 1.1 응력-변형 곡선 재료에 생기는 응력과 변형의 관계를 선도로 그린 것을 말하며 재료의 강도적 특성이 한번에 명료하게 표시된다. 인장 시험에 의한 것이 기준이다. 그림(가)는 연강의 인장 응력-변형 선도로서 A는 탄성한도, B는 비례한도, C는 상항복점, D는 하항복점, DE는 천이구역으로서 이와 같이 명료한 항복이 그려지는 것은 연강의 특징이다. 하항복 변형 분포는 일정하지 않고 불안정한 상태이지만 더욱 응력을증가시키면 영구변형도 증가해서 재료는 가공 경화하고 최고강도 F에 도달하는데 이점을 인장 강도라 한다. 여기서 국부 신장이 생기기 시작하고 또 단면은 국부 수축에 의해 급속히 축소하고 결국 판단에 이른다. G점은 이것을 나타내고 그 파단응력을 파괴강도라고 하며 그때의 변형이 파단신장이다. 또 그림(나)에 보이는 것 같이 명료한 항복점을 나타내지 않는 재료에 대해서는 0.2%의 영구변형을 발생하는 응력을 내력이라고 하며 항복 강도에 대응시키고 있다. 이과 같이 응력-변형 선도는 재료에 따라 상이한 것은 물론이지만 온도나 변형 속도의 영향도 받는다. 응력과 변형 사이의 복잡한 관계를 근사적인 가정을 설정해서 정식화하고 그것에 의해 재료 특성의 이론적 해석도 추진되고 있다. 또한 응력-변형 곡선은 특히 소성영역(Plastic region)에 있어서의 응력-변형 관계를 나타내는 경우를 말한다. 1.2 인장시험 (Tension Test) 재료의 기계적 시험중 가장 기본적인 성질을 측정하는 시험방법이다. 보통 균등한 단면의 시험편에의한 일축 인장시험이 시행되고 있다. 시험편의 응력분포는 단순하고 변형이 크게 얻어지므로 변형거동의 해석이 용이하다. 이에 의해 탄성한도, 탄성계수, 항복강도, 인장강도, 파단응력등의 각종 강도와 신장, 수축등의 연성이 측정된다. 시험편의 형상 및 시험기기에 관하여 규격이 정해져 있다. 1) 비례한도 (Limit of Proportionality) 물체에 하중을 가하면 응력과 변형이 생기며 응력이 어느 일정한 값에 달하기까지는 정비례한다. 이정비례관계가 유지되는 응력의 최대한도를 비례한도라 한다. 2) 탄성한도 영구변형을 발생하는 최초 한계의 응력레벨을 말한다. 공학에서는 재료의 인장시험에 있어서 10-5정도의 영구변형이 검출되는 점에서 그 재료의 인장에 대한 탄성한도라고 간주한다. 3) 탄성계수 (Elastic Modulus or Young's Modulus) 위 응력-변형곡선에서 탄성계수 E는 다음과 같이 정의된다. E = { sigma_A - sigma_B } over {epsilon_A - epsilon_B } = " 응력 " over " 변형율 " 4) 체적탄성계수 (Bulk Modulus) 탄성체의 전표면에 일정한 압력 P가 작용했을 때 그 탄성체에 생기는 체적의 변형을 epsilon_v 라고 하면 체적 탄성계수 K는 다음 식으로 주어진다. K = P over epsilon_v = E over { 3(1-2nu) } 5) 포아송비 nu (Poisson's ration) 단순 응력상태에서 x축 방향으로 sigma_x 가 작용하는 경우 세로 비틀림 epsilon_x 가 생김과 동시에 x축과 직각인 y축 및 z축 방향으로 가로 비틀림 epsilon_y 및 epsilon_z 가 생기고 그 크기의 epsilon_x 에대한 비율은 탄성범위내에서 일정하다. epsilon_y = epsilon_z = - nu epsilon_x 6) 인장응력 (Tensile Stress) 재료가 외력을 받아 인장 되려고 할 때 재료 내부에 발생하는 응력 7) 인장강도 (Tensile Strength, Ultimate Tensile Strength) 인장시험에서 시험편에 가해지는 최고하중을 최초의 단면적으로 나눈 값 8) 인장변형 (Tensile Strain) 물체에 인장하중을 가했을 때 늘어난 길이와 원래 길이와의 비를 말한다. 9) 허용응력 (Allowable Stresss) 기계나 구조물의 각부에서 파괴나 대변형 등의 불합리가 생기지 않기 때문에 그들의 재료 내부에 발생해도 지장이 없는 응력의 한계를 허용응력이라고 하고 그 응력 발생에 대응하는 부하를 허용하중(Allowable Load)이라고 한다. 이것들은 설계시에 고려되는 재료의 강도와 기준이 되는 점에서 각각 설계응력(Design Stress), 설계하중, 또는 사용조건에 관계되는 점에서 사용응력(Working Stress),사용하중(Working Load)이라고 하는 경우도 있다. 그러나 실제로 사용하는 이들의 응력이 허용응력과 동등한 것은 이상적인 설계인 때던가 이상적인 사용 상태인 경우뿐이고 파괴 등을 일으키지 않기 위해서는, 물론 설계 응력이나 사용응력은 허용응력에 동등하던가 그 이하이어야 한다. 허용응력 sigma_a 는일반적으로 그 재료의 기준이 되는 강도(기준강도: Standard Strength)sigma_F 에서 sigma_a = sigma_F / S 의 관계에 의해 구하고 있다. 여기서 기준 강도로서는 실제의 작용하중이나 파괴에 대응한 강도를 채용해야 할 것이며, 정하중에 대한 경우에는 연성재료에서는 항복점 또는 내력을, 취성재료에서는 인장강도를 취하고 각각의 정적 허용하중(Static Allowable Load)을 결정하는 것이 보통이다. 또반복하중을 받는 경우에는 피로 강도를 고려한다. 또한 S는 안전율로 보통 3∼4 범위의 값을 갖는다. 2 금속의 구조 2.1 탄소강의 상평형도 보통 다른 합금원소가 첨가되지 않은 탄소강의 경우 실온에 있어서의 평형상은 철과 그래파이트(흑연)이다. 그러나 실제로는 그래파이트는 만들지 못하고 안정된 비평형화합물 Fe_3 C (시멘타이트라고부른다.)가 그 대신으로 된다. 따라서 기준으로서 Fe·Fe_3 C 계 상태도를 사용하는 것이 적당하다. 그림에 표시된 3개의 부동점변태(포정, 공정 및 공석)중, 고체중에서 완전히 일어나는 변태는 공석상태뿐이다. 이 변태는 강을 727℃보다 위의 온도에서 충분히 급속하게 담금질하므로서 완전히 억제할 수있다. 탄소는 체심입방상(페라이트라고 부르는 α상과 δ상)보다는 면심입방상(γ이라는 기호로 나타내고 오스테나이트라고 부른다.)속 쪽에 다량으로 녹아 들어간다. 그러므로 0.02%이상의 탄소를 포함한합금은 오스테나이트 역에서 서냉하면 과잉의 탄소를 Fe_3 C 의 형태로 추출한다. 예를 들면 0.04% 탄소강을 727℃ 이하까지 서냉하면 오스테나이트는 미세한 층상의 α와 Fe_3 C 와의 혼합물로 변태한다.이것을 페라이트라고 부른다. 강을 담금질하면 공석반응이 억제되어서 페라이트가 아닌 2상의 미세한 비평형조직을 만들 수 있다. 하나는 베이나이트라고 부르는 것으로 오스테나이트를 적당한 온도, 200∼400℃의 범위로 담금질하고 거기서 유지하면 형성된다. 또 하나는 마르텐사이트라고 부르는 것으로서 오스테나이트를 더욱 낮은 온도로 담금질하므로서 형성된다. 2.2 금속구조의 종류 1) 페라이트 (Ferrite) 탄소를 포함한 체심입방상의 철 주성분의 고용체로 탄소량 0.2%이하의 탄소강에 해당된다. 2) 오스테나이트 (Austenite) 강에 나타난 현미경 조직명으로 γ철 (912℃∼1400℃이하의 철)고용체로 부르면서 점성이 강하다. 면심입방격자의 구조를 갖고 있어 비자성체이다. 3) 마르텐사이트 (Martensite) 담금질한 강속에 보이는 침상의 매우 단단한 현미경 조직이다. 결정구조면에서 α-마르텐사이트와β-마르텐사이트의 2종이 있다. α-마르텐사이트는 고탄소강의 담금질 조직으로 비교적 불안정하여 100∼200℃로 가열하면 β-마르텐사이트로 변한다. 4) 베이나이트 (Bainite) 강을 담금질 온도로부터 500∼300℃까지 급냉하고, 그 온도에서 항온변태를 일으키게 했을 때 생기는침상트루스타이트 조직으로 스프링 재료로 적합하다. 2.3 금속구조의 변화 1) 변태(Transformation) 조직의 형태가 변화하는 것을 변태라하고 A0∼A3변태가 있다. - A0 : 시멘타이트의 자기적 변태로 변태점은 탄소량과 관계없으며 약 210℃에서 일어난다. - A1 : 강의 공석변태를 말하며 727℃ 정도에서 일어난다. 오스테나이트 조직이 냉각되어 A1변태점에 이르면 페라이트와 시멘타이트로 나뉘고 다시 가열 하면 오세테나이트 조직으로 환원된다. - A2 : 철의 자기적 변태를 말하며 철의 경우 A2변태점 이하에서는 강자성체이나그 이상에서는 상자성체가 된다. - A3 : 철이 가열/냉각에 따라 α↔γ상으로의 변화를 말하며 변태점은 912℃이다. 2) 포정반응 (Peritectic Reaction) 금속용액에서 응고한 고상이 반응하여 다른 종류의 고상이 생기는 반응 3) 공정반응 (Eutectic Reaction) 용융금속으로부터 2개 또는 그 이상의 고상이 일정의 분할합으로 동시에 응고하는 반응으로 각각의고체용융온도보다 낮은 온도에서 응고한다. 조직은 2개이상의 고상이 혼합된 미세한 조직이다. 4) 공석반응 (Eutectoid Reaction) 고온에서 안정한 한 개의 고상이 냉각됨에 따라 2개이상의 고상으로 분해되는 반응 3 탄소강과 첨가원소 3.1) 탄소강 약 2%이하의 탄소와 Mn, Si등 탄산용 원소와 P, S등의 불순물 원소를 함유하고 그 특성이 C와 Mn에의해 결정되는 강을 말한다. 0.2%의 탄소함량을 기준으로 연강과 경강으로 구분하며 탄소함량이2%를 넘을 경우 주철이라 한다. 탄소강은 일반 구조용 압연강재, 기계구조용 탄소강, 선재 탄소공구강재 외에 주강품, 단강품으로 광범위하게 사용된다. 탄소강의 기계적 성질은 탄소함유량의 영향을 강하게 받아 탄소량의 증가와 함께 강도는 상승하지만 연성, 인성은 저하한다. 더욱이 열처리에 의하여얻어지는 조직에 의해서도 기계적 성질이 크게 변화한다. 3.2) 첨가원소의 역할 - Ni : 인성을 증가시키고 저온에서 충격에 견디는 힘을 증가시킨다. - Mo : 뜨임(Tempering)으로 인한 기계적 성질의 약화를 방지하고 고온에서 강도와 경도를향상시킨다. - Cr : 인성, 내식성, 내마모성을 증가시킨다. - W : 고온에서 강도와 경도를 향상시킨다. - Cu : 산화방지 - Si : 내열성, 구조의 특성 증진 4 금속의 취화 1) 탄화물 침전(Carbide Precipitation) 오스테나이트 스테인레스강이 안정화되어 있지 않거나 탄소함량이 낮지 않은 경우 발생한다. 427∼871℃의 온도에서 Cr4C가 경계면으로 석출하여 경계면 근처에 Cr함량이 낮아진다. 심할 경우에 탄화물의 띠가 경계면을 따라 형성되고 부식 및 균열에 대한 저항이 감소하므로 운전 및 정비시 주의가 요구된다. 2) 474℃(885℉)취성 (Embrittlement) 15% (Al 존재시 13%)이상의 Cr을 포함하는 철계 스테인레스강은 371∼565℃사이에 노출된 후 취성을보인다. 특히 468∼482℃사이에 노출될 경우 큰 취성을 나타낸다. 상온에서 연성이 요구될 경우 13%이상의 Cr을 함유하는 철계 스텐인레스강은 371℃를 넘는 온도에서 사용해서는 안된다. 3) 시그마 취성(Sigma Phase Embrittlement) σ상(Fe-Cr화합물)의 석출분리에 의해 일어나는 취화현상이다. 20%이상의 고크롬강 및 고크롬-니켈강을 600∼800℃로 장시간 가열했을때 볼 수 있고 단단하고 부서지기 쉬우며 재료인성 및 고온강도를 저하시킨다. 4) 흑연화 (Graphitization) Fe-C화합물중의 탄소가 흑연으로 침전하는 경우로 탄소강 혹은 0.5Mo강이 454∼593℃에 장시간 노출될 경우 발생한다. 알루미늄이 포함된 킬드강은 실리콘 혹은 다른 원소가 포함된 킬드강 보다 더 깨지기 쉽다. 5) 뜨임취성 (Temper Embrittlement) 철강의 뜨임처리에서 일반적으로 가열온도의 상승과 함께 경도/강도는 감소하고 연성/인성은 증가하지만 어느 온도범위에서 인성이 감소하는 수가 있는데 이 현상을 말한다. 이는 약 250∼400℃와 450∼550℃에서 나타나는데 전자를 저온뜨임취성, 후자를 고온뜨임 취성이라 한다. 고압의 수소에 사용되는 2.25Cr-1Mo과 3Cr-1Mo의 경우 주의가 요구된다. 6) 수소취화 (Hydrgen Embrittlement) 탄소강은 상온부근에서 고압수소를 흡수하여 취화되므로서 균열이 생기는데 이를 수소유기균열이라고 한다. 이 현상은 용접봉의 흡습, 산세척, 전기도금의 경우에도 생긴다. 또한 고온 고압의 화학장치에서 활성인 수소에 의하여 금속재료가 여리게 되는 것을 말하기도 한다. 5 열처리 (Heat Treatment) 금속재료를 가열하거나 냉각하여 원하는 금속조직을 얻기 위한 것으로 금속조직을 개량하거나 용접에 의한 잔류응력을 제거하는데 이용된다. 1) 풀림 (Annealing) 금속재료를 적당한 온도(815∼1093℃)로 가열하여 일정시간 유지한 후 서서히 냉각하는 처리를 말한다. 연화, 잔류응력의 제거, 조직의 균질화, 편석의 경감 등이 목적이고, 피삭성, 냉간 가공성, 기계적성질이 개선된다. 2) 가열고름 (Normalizing) 금속재료를 적당한 온도 (풀림온도구간의 중간정도)로 가열하여 균일한 오스테나이트로 한후에 공기중에 냉각시키는 처리를 말한다. 풀림에 비해 냉각속도가 빠르고, 결정립이 보다 미세화 되므로 기계적 성질의 향상이 크다. 탄소강, 저합금강의 경우 인성(Toughness)을 향상시켜 저온에서의 충격에 견디는 성질을 개선한다. 3) 담금질 (Quenching) 보통철강을 오스테나이트화 온도로 가열한 후에 급냉하여 마르텐사이트로 만들어 경화시키는 처리를 말한다. 마르텐사이트 조직을 얻기 위해서는 개개의 강에 특유한 임계냉각속도 이상의 속도로 냉각하는 것이 필요하기 때문에 기름이나 물이 사용된다. 기름은 급냉을 필요로 하는 온도영역에서 냉각능력이 크고 뛰어난 냉각액이지만 화재나 공해문제를 일으킬 가능성이 크므로 수용성 담금질액이개발되어 실용화가 진행중이다. 한편 담금질의 결과 강도와 경도는 높아지지만 연성(Ductility)과 인성(Toughness)이 낮아지므로 후처리로 뜨임(Tempering)이 요구된다. 4) 뜨임(Tempering) 보통철강에서 담금질에 의해 얻어진 조직을 안정한 조직에 근접시킨다. 동시에 잔류응력을 제거하고소요의 성질 및 상태를 얻기 위해 적절한 온도(427∼704℃)로 가열하여 냉각하는 처리를 말한다. 조직의 안정화 및 잔류응력의 제거는 가열온도의 상승과 함께 진행하지만, 200℃ 이하에서도 상당한 효과가 있고 더구나 경도는 그다지 저하하지 않는다. 그래서 경도를 중시하는 공구나 축받이 중에서는 150∼200℃의 저온뜨임을 한다.가열온도가 300℃를 넘으면 세멘타이트의 석출이 시작된다. 그리고 가열온도의 상승과 함께 세멘타이트는 응집 조대화하고, 기지의 전위밀도도 감소하므로, 경도·강도는저하하고 연성·인성은 향상된다. 그래서 인성을 중시하는 기계구조 부품에서는 강도와 인성의 최적한조합의 점에서 뜨임하므로서 세멘타이트가 미세하게 석출한 조직을 얻을 수 있는데 이를 트루스타이트(Troostite)라 한다. 또한 600℃ 부근 이상의 되불림에서 세멘타이트가 입상을 나타내게 된 조직을솔바이트(Sorbite)라 한다. V, Nb, Mo, W등의 탄화물 형성 경향이 강한 합금원소를 많이 함유하는 강에서는 500∼600℃ 부근으로 가열하면 세멘타이트 대신해 합금탄화물이 미세하게 석출하여 경화한다.이 현상을 2차 경화라고 하고, 고속도공구강이나 합금공구강의 뜨임에 이용된다. 5) 예열 (Preheat) 예열은 용접되는 부분과 주위와의 온도구배를 감소시켜 냉각속도를 줄임으로서 용접부위의 응력을줄이고 연성을 증가시키는데 있다. 예열온도는 38∼315℃정도이고 용접두께, 형상, 합금함량에 따라달라진다. Cr-Mo합금과 같이 쉽게 경화되는 재료에 요구되며 탄소강과 오스테나이트 스테인레스강에는 일반적으로 예열이 필요없다. 6) 용접후 열처리 (PWHT : Post Weld Heat Treatment) 잔류응력의 제거, 재질의 개선, 탈수소등을 목적으로 하여 용접 후에 실시하는 열처리. 600∼650℃의온도로 하는, 강재의 잔류응력 제거를 위한 가열식힘처리는 용접후 열처리의 대표적인 것이다. 압력용기등의 규격·기준에는 이 처리의 방법이 상세히 정해져 있다. 일렉트로슬래그용접의 경우에는 용접금속의 조대화한 결정립을 세립화하는 것이 필요하게 되고, 표준적인 용접후 열처리로서 가열식힘이실시된다. 용접 종료 직후 100∼200℃의 온도에서 수시간, 탈수소를 목적으로 실시하는 후열처리는 용접직후 열처리라 불리고 있다. 오스테나이트계 스테인레스강의 경우에는 고용화 열처리 (1065∼1120℃, 수냉 또는 급냉)외에 갖가지 용접후 열처리의 방법이 있다. #금속재료의 기본 0 0 신고공유 스크랩 공유 퍼머링크 댓글 2 1등 깜장 2015.12.22. 22:23 좋은 자료 감사합니다. 핸드폰에서 좀 깨지네요 PC로 봐야 할듯 합니다. 댓글 2등 야미아부지 2021.08.23. 11:32 자료 감사합니다. 댓글 댓글 새로고침 권한이 없습니다. 로그인 신고 "님의 댓글" 이 댓글을 신고 하시겠습니까? 취소확인 삭제 "님의 댓글" 이 댓글을 삭제하시겠습니까? 취소확인









좋은 자료 감사합니다.
핸드폰에서 좀 깨지네요 PC로 봐야 할듯 합니다.